You are browsing camaro5 

|
 04-18-2011, 02:34 PM
04-18-2011, 02:34 PM
|
#1 |

Drives: own more cars than i can list Join Date: Nov 2010
Location: Charlotte NC
Posts: 1,124
|
Driveshaft Shop axles, The real reason they work so well....
 What Makes a Driveshaft Shop Axle So Much Better? We often get this question and think that its about time to show everyone why. When a company has been around for a long time there are normally two different schools of thought. Some stick with what works and never look at new technology, and others realize what may have worked in the past may not necessarily work in the present day. We would fall into the latter category. We are constantly looking to improve our products, try new processes and help to change the racing world at the same time. Now with that being said, we have been doing Performance axles for over 14 years, (and Driveshafts for over 35) so there are some older parts out there that don't live up to the high standards we set for ourselves today. Some might point fingers and say "their parts break", but the truth is that we have been a part of every single record for the fastest front wheel and rear wheel drive CV axle driven cars. Yes, every record. Were mistakes made? Sure, but instead of trying to hide it, or say that its the older model and your stuck with it (to an extent) we try to go out of our way to upgrade any part that is in warranty to the current standard.  This was the actual 1st "performance axle" we ever made. It was for a gentleman named Sam that had a H22 in a Civic. The Pro drivers at the time were running blistering 11 second 1/4 mile times and were breaking axles due to the fact that the length of the axles were incorrect. "Some friends suggested they come by and talk to DSS, they were racers and knew a lot about axles". Quote from Frank VP of DSS "When they came in I realized the problem was more of length than a strength issue. I went into the core department and pulled an 86-89 Accord tubular axle. I then went into the Drive shaft department and proceeded to shorten it like a driveshaft. I remember making it and charging them 150.00 for the axle, we were getting 75.00 for a rebuild at the time. Well a few months later when the "pro" circuit came back around they told me that the stock axle from the other side was breaking but not the one we made. A light went off in my head and the racing axle department was started" (The tubular axle ended up being a 4140 chromoly tube) DSS has been manufacturing racing axles for over 14 years now, from our humble beginnings back in our old rebuilt axle facility (at one time making over 8000 rebuilt axles a month and 500 rack and pinions along with Driveshafts). We had been well seated in the racing scene of the north east making driveshafts for most of the big named guys and shops in the area. In 1997 we saw the need for stronger axles on Front Wheel Drive Drag cars and it intrigued us. What would it take to make an axle handle this sort of stress? There was no one to follow (just like the entire sport compact scene it was wide open to innovations) so it was time to talk to engineers, metallurgists and material suppliers to figure out what we needed. We constantly tried new materials and heat treat processes to make sure were on the cutting edge of the CV racing world. Being that we hold the record with almost every 8 second pass (and even 7 second in some cars) in every type of car/axle that we make, we thought it was time to show you that its not just luck or bigger parts that make a better axle... CV Technology 1. 108mm Cross Groove CV "The King"  The 108mm CV is one of the coolest, most innovative designs in CV's. It was originally introduced in the early Porsche's (some refer to it as the Porsche 930 CV joint or size 15) and has become synonymous with high powered CV axles, but most are not aware that the CV in its standard trim is not as bullet proof as you would think. GKN is the manufacturer behind the original joint and if you look at their specs it is only rated at 3700 Meter-Newtons = 2,726.60 Foot-Pounds of torque. The cage is made from a brittle material and is Carburized. But when the inner race and cage is changed to our 4340 cage and 300M race, it will handle over 7000ft-lbs of torque (thats a higher torque rating then the much larger size-21 CV which is rated at 6000 Meter-Newtons = 4,421.51 Foot-Pounds). Its a great CV joint but can only move in and out safely about .750 of an inch so its generally used for Rear wheel drive applications or only the inner CV of a front wheel drive axle. 2. Inner CV's  Our inner CV's range from a standard tripod design to a super tough Billet housing that is stronger than most cross groove CV's. The 108mm CV is good, but suspension movement in certain applications will not allow it to be used. We have changed some of the different style CV's around to better accommodate suspension setups and allow for vehicle manufacturing inconsistencies over the years. The billet inner housing shown above is stronger but heavier than the 108mm style and will be stronger than any bar we put into it. We had first used this in the SRT8 and GTO axles only to find it was great for a race car, but on some of the early runs the housings were too soft (to help with shock loading) and would wear out prematurely on daily driven cars. Tripod design CV's have been around for a very long time. They are relatively strong and for a stock car they work very well, the only problem with them is that if too much HP is put through it, the outer roller bearings will crack and break. The other problem is that it is not a real CV. The term constant velocity is true to the statement, meaning that the torque load put in will come out in a steady path. The Tripod is more like a 3 legged U-joint that speeds up and slows down as the shaft spins. Its normally lighter but has its disadvantages in certain situations, the worst being a lowered car or if the axle is run at a higher angle. Most of our high powered axle inner CV's on cars that have angle issues have been changed over the years to ball and cage design like the billet CV shown above. |

|

|
|
04-18-2011, 02:35 PM
|
#2 |
|
Drives: own more cars than i can list Join Date: Nov 2010
Location: Charlotte NC
Posts: 1,124
|
part 2
B]3. Outer CV's [/B]  Outer CV's are made in many different designs. There are different spline counts and sizes, ball track styles and curves and many different profiles. In the early days Honda, among others, used the "Dual arc" outer CV. The ball tracks inside were on 2 different radius's and when turning the ball would roll over the transition and wore the CV out prematurely. An interesting fact of this CV was that the ball track was a precision forging and not cut like most. Most every outer CV on a front and some rear wheel drive axles are of a single arc design. This is a very strong design and in a lot of cases a higher grade cage is not needed unless the car will be making turns with full power like a Rally car, FWD/AWD time attack or Road race car (some ice racers will run at full angle and need a better cage and housing as well). No matter the design the heart of this CV is the spline section that normally goes through the hub and holds the wheel bearing together, but not all outer CV's hold the bearing together anymore. This is a challenge for the CV if its the type of CV that does hold the wheel bearing together. It will have more stress on it as it is doing two jobs, its bringing the torsional load of the tire to move the car, but the cross section is also being stressed as the nut is torqued down to hold the wheel bearing together. Some examples of this would be almost every Honda/Mitsubishi/Subaru and even the Mustang Cobra with independent rear. The poor CV is not only taking the punishment from the gazillion lbs of torque you have managed to get out of the motor, but every turn puts the cross section in a bind causing even more stress. The Mustang, for example, has a very weak wheel bearing and being that its the same bearing as a V6 T-Bird, when the side load gets too big it will not only hurt the wheel bearing but break off the threaded section of the CV (we have seen this in many different applications where the axle nut would come loose and cause failures). We have even tried different torque setting on axle nuts to help with this, but we have a better solution for the Cobra guys coming soon!!! Then there are the newer type of wheel bearings that are used on cars such as the 2010 Camaro and the Chrysler SRT line. This new design wheel bearing does not require the axle nut to hold the wheel bearing together. There are even a few cars like the 04-06 GTO or most Early Datsun 510 and Nissan Z cars that have a stub that holds the wheel bearing together and the CV bolts to the stub. Whether its the style that holds the bearing together or not, all of that wonderful torque and horsepower you have managed to make will still be transmitted through the outer CV or stub. On most cars the outer CV spline is larger than inner CV spline. We believe that the reasoning for this is that the power being transmitted will torsionally “whip" the shock load toward the wheel and it needs the increased size to handle the shock load. For high HP applications we will usually make a custom wheel hub to raise the spline count at the outer and make the CV out of a better material, but not every application has this luxury. In many cases we have to rely on higher grade material and heat treat to make a CV fit the application, so we have done extensive testing on these problem jobs to make the entire line better. Cage and Race  We learned early on that it doesn't matter how strong the bar or outer CV housing is, if the yield of shock is higher than what the internal cage or race will withstand, thats where its going to break. The old saying "its only as strong as the weakest link" will show up right here. The cage's job is to keep the balls in line when the CV joint is moving and under most conditions does not have as much stress as you would think, except for a cross groove type 108mm joint like the Porsche or GTO that constantly moves balls in both directions. When the cage is stressed the most is during hard turns, and of course wheel hop. The factory cage in most standard CV's are made from low carbon material and then Carburized during heat treat to get the proper surface hardness. The problem with this is that it also makes the material brittle, something that you don't want in a part that will see very high shock loading. This is where it gets interesting, because you have to make the cage forgiving enough to withstand the shock load of an all out launch, while at the same time hard enough so it doesn't wear out prematurely. Most of the cages and races that we use are manufactured by friends of ours Jim and Sean at Rockford (RCV). They were manufacturing cages and races for most rebuilders as far back as 1984 and have helped the Driveshaft Shop achieve its current and past successes. Could DSS make its own cages and races? Sure. We could also buy a forest so we could make our own boxes, but why? We know when to make our own products in house on our primarily Mazak dominated shop, and when its time to leave certain things to others. Its not only more affordable, but it helps us to be able to bring the products to you, the customer, in a timely manner. Bar Technology  1. Material and Size The old saying "size matters" applies here as well. The center bar needs to be able to transfer the torque and hopefully take some of the shock load out of the drive train at the same time. Can you put too big of a bar on an axle? Sure, just like you can put too small of a bar on one. The things that have to be taken into consideration will be enormous. Material has been one of the most controversial topics lately and we just want to say this. With all of the fastest independent CV driven cars that we supply axles to, you would have to admit that we must be on to something. Tons of 9 second cars, many 8 second cars and even a few 7 second cars that run our products, I think our results speak for themselves. I'm going to discuss what we're doing here to show you what we have done to make this possible. There will be other schools of thought, but please understand this, through the process of trial and error we have learned how to make an axle and how not to make an axle. I love this quote from Thomas Edison: ”Results? Why, man, I have gotten lots of results! If I find 10,000 ways something won't work, I haven't failed. I am not discouraged, because every wrong attempt discarded is often a step forward.” Material seems to be the buzz word lately. We at DSS have literally used thousands of tons of different materials over the years, and we primarily use 4340AQ (aircraft quality) and a new version of 300M. Now most are not aware that 4340 comes in different forms, a commercial grade and then there is certified AQ. It may not be better but it will always be the same (meaning that the commercial grade can be a little lower at times). We have used 300M over the years, and most are not aware that at certain times throughout the year if the aircraft industry needs it, us hot rod guys are out of luck. We recently joined forces with a 475 year old mill out of Sweden. We were tired of not being able to get what we needed in time and felt it was best to buy direct and have a steady diet being fed to our machines. We met with them and we were told that the material was a modified version of 300M. Some have called 500M a kind of super material, but whatever you want to call it, its damn tough. Between the small changes they did and some heat treat tweaking that we have done, its become the strongest material we have worked with and the most torsional to date. Some might ask why the aircraft industry isn't using this amazing material? Well think about this, (we can finally use this line where it belongs) it would take an act of Congress to let them do it. Its not a certified material for commercial aircraft, and to be honest, I'm not sure if it would be best for them. Honestly, we don't care. We make axles and its the best material we have tested in both the lab and at the track. So the next time you see one of the real fast cars go down the track without a problem, you have to think that maybe we are on to something with what we've been doing. 2. Spline Diametric Pitch and Pressure Angles This should come as no surprise, most manufacturers will only use the spline size that the original manufacturer intended. We raise spline counts everywhere we can, but only us here at DSS have gone further than any single company to change the spline size and count on as many parts as we do, as long as the CV will allow it. We still often change the internal spline of a CV allowing us to use a larger center bar or balance the spline counts for greater strength. Most do not see this because its inside the boot hidden away from the tech hungry forum junkies that always need more grey matter input. When I think about our joints the one that comes to mind is the 108mm cross groove CV joint. You have read how in stock form it is limited, but put a stronger cage in and its much stronger. We take this one step further by making the bar bigger as well. Raising the splines diameter by 10% can add as much as 40% to the strength of a stock part (we have tested this and have great results). The best examples of this would be the new 30 spline axle bars used in all of the 8 second passes you have seen with DSS axles lately. The Lingenfelter Camaro, Mark Carlyle's Corvette, Travis Wester's 8.90 GTO, and even Tony Palo's Integra or Chris Miller's Civic are just a few. There is also another way to gain strength and its by changing the spline diametric pitch to a higher numeric. We have realized in cars like the 04-06 GTO's that rolling a higher number of splines on a smaller diameter bar gives you better surface area on spline engagement, but also allows for a smaller diameter center bar, saving the other parts (like the inner stub on the GTO at 28 splines). We are also using this higher diametric pitch on our Pro-level FWD 8 second cars and even the Level 5.9 axles, with unmatched success. |
|
|
|
|
04-18-2011, 02:35 PM
|
#3 | |||
|
Drives: own more cars than i can list Join Date: Nov 2010
Location: Charlotte NC
Posts: 1,124
|
part 3
 3. Creating the Spline This is a very controversial subject. We are posting our experience on this, we are not knocking how any other part is made. Below you will see what we do. If you are reading this on a forum please understand DSS has had extraordinary results with this so please, respect our findings 3a. Single Cut Splines Single cut splines are one of the earliest processes of making a spline. I remember back in the 70's watching a friend of my Dad's use a rotary table on a mill to cut splines one at a time. You know that it works, splines were done like this for many years and even today some people use a CNC mill with a rotary table to cut this type of spline. As advanced as this machinery may be for some, it is hard for it to repeat in a 360 degree pattern. In the spline/gear production community its not normally used since repeatability is a problem. Again, some very successful companies still use this method, but as we said, anyone doing high end parts in the spline/gear community will not do this. The times have changed and just like motors went to fuel injection, tires went to a radial design and we use ceramic to cut steel, there have been many advancements in this field. 3b. Hobbing Splines Hobbing is an indexed way of cutting splines and a step above single cut splines because it is done on a precision machine that has multiple gear sets to ensure that the splines maintain diametric integrity. And both the cutter and the part being cut are spinning simultaneously. We have an old Barber Colman Type A machine in the back of the shop, and to be honest it cuts one of the cleanest looking splines and the way it was made will ensure perfect repeatability as long as it (like most machines) is set up correctly. When making small runs of parts and prototype pieces we do this type of spline cutting. The machines are still expensive (even the old ones) but they are great machines. 3c. Rolling Splines Rolling splines is by far the best way to make a spline. Lets take a step back to cut splines and explain why this form of spline making is better. Single cut splines, like the splines made on a hobber take material away. The raw material has to start out at the major diameter of the spline, the cutter then cuts away material down into the stock until the correct depth is met. When material is made it has a grain structure similar to that of a dowel of wood. The grain structure runs the length of the bar, so if we cut in to the material we are taking grain away. When a spline is rolled, the material starts out smaller than the major diameter of the spline and the rolling tool displaces and compresses the material creating a forging when the spline is made. Almost every spline that fails will fail on the transition at the end of the spline toward the center of the bar. We here at DSS have done extensive testing and have found that rolling the spline this way not only makes the spline stronger, but the transition from the minor to major spline is now a rolled/forged area making it stronger than the original material (and significantly stronger than a cut spline that took material away). We have opted not to put internal snap ring grooves into the bar either. We have found that doing this creates a stress riser on the teeth. We want the bar to be more like a torsion bar, it needs to be able to torsionally twist and absorb the shock loads without tearing the surface of the material. If a bar is made correctly it should twist quite a bit before giving up to its ultimate yield. The biggest problem with rolling splines is the cost, because for every spline size you need a different tool and the machines needed to roll the splines are very expensive. It is the fastest way to make a spline, normally rolling a spline in under 1 minute, and although it is not an inexpensive way of manufacturing them, by far, it is proven to be the best. 4. Different Size Bars 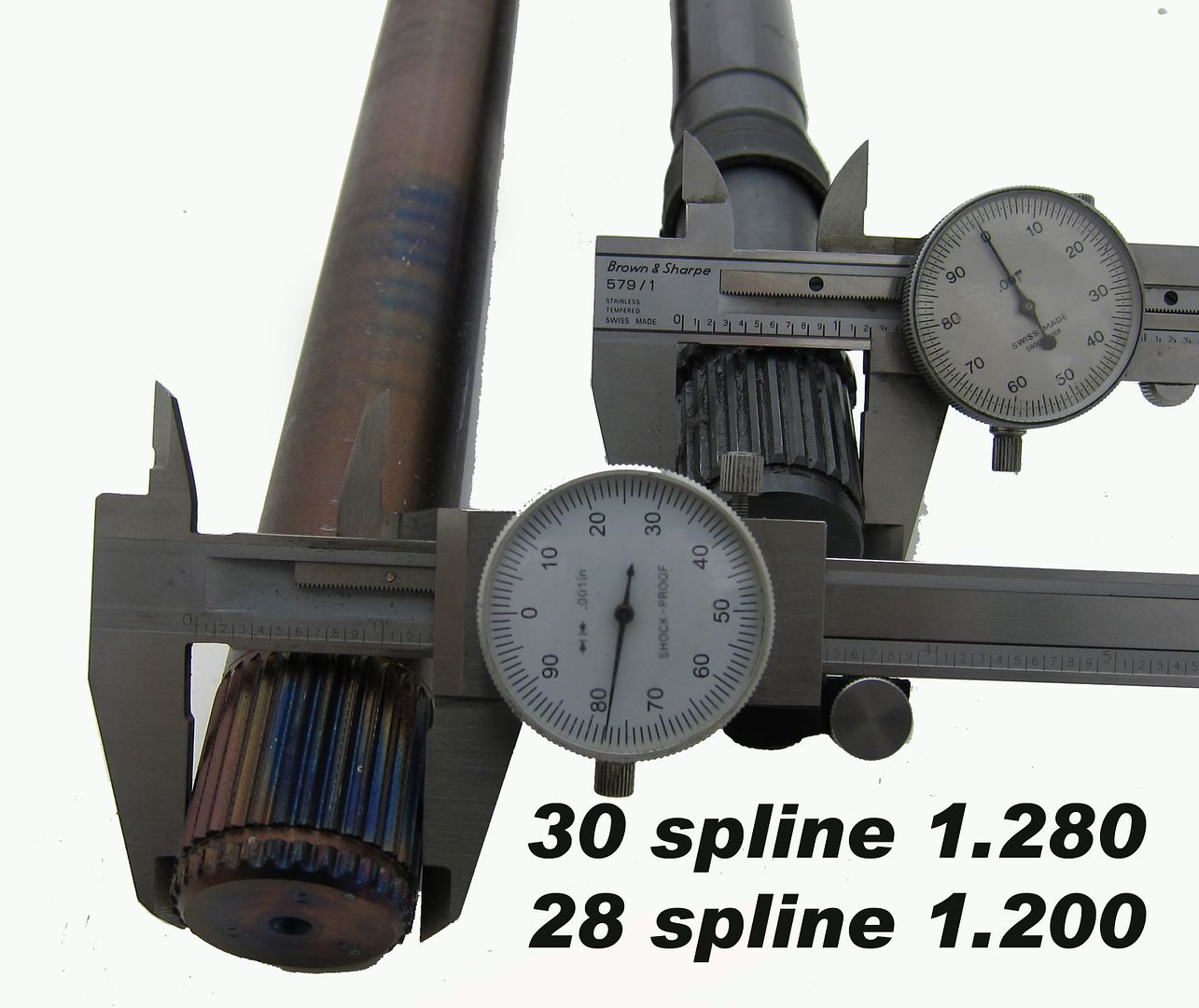 This 30 spline is what is used in all of our high end axles including the new 2010 Camaro's, GTO's and Over three years ago, Thomas Hendrix of Hendrix Engineering asked us to make axles with center bars in different diameters. GM and Chrysler had been doing this on several cars and it worked pretty well. We have several axles we make like this but there is a limit to the technology, when you do this you are actually making one strong bar and one weaker bar. For a car running up to 600-700HP this will work, but in the upper levels of racing there is no room for this design. Wheel hop should be addressed correctly through suspension set up, and different size axle bars are only a band-aid approach. So if your building a real high HP car that will be running at the track, please keep in mind what this technology actually is. Great for the mid range cars, and with an automatic transmission may even go higher, but stressing one axle (the one that will be twisting more) over and over more than the other will eventually lead to failure. When we do this our large bar is actually larger throughout the bar including a larger spline inside the CV, whereas the smaller axle will have the higher diametric pitch spline with a higher spline count, so its minor diameter is not as small as the factory spline would have been. 5. Heat Treat Over the years we have taken the time to study, research and test almost everything out there. Our heat treater back on Long Island must have though I was crazy in the beginning. We tried to send in factory parts and temper them back and then try a new process on that part. This was repeated over and over again with different parts and specs. We even went as far as trying Cryogenic treatments and found little to no success. Having the right material to start with is the only way to ensure a better part, beyond that, the proper heat treat is almost more important. Over the years we have done so many tests on bars with different materials and heat treatment specs, its almost a crime to see what was spent on it. But the end result has been great, with more records beaten than any other CV manufacturer in the world and still we strive to make it better. We could tell you what we're doing, but you know we won't. Boots.  1. Boot Material There are several different materials to make boots out of, from Neoprene rubber to silicone and all the way to a hard poly type that can be found in may cars today (you know the ones that don't seal that great). We find the neoprene rubber is the best as long it is the correct boot for the application. 2. Boot Sizes and Shapes, Metal Covers Ect. The size and shape of a certain boot will have almost as much of an effect on longevity as the material, sometimes even more. An incorrectly sized boot will rub on itself and rip. We here at DSS have extensive resources to literally thousands of different boot designs. Take a look at the boot being used on the 2010 Camaro outer for example. Slim design so that it doesn't interfere with any aftermarket suspension parts. Have a look at some of the High speed boots we use on the Pro-Drift cars, specially made to withstand higher RPM use. We have even gone as far as using a special boot for the Ford GT's and Lamborghini Gallardo's running the Texas mile events. If you're wondering about boot technology you have come to the right place. 3. Venting On axles that will see very high temperatures we will install a vent tube in the boots. At certain temperature the grease will start to vapor and blow up the boot like a balloon. We have been venting boots for some time and it will definitely save a boot and CV from destruction, its just not wise to do this with a standard application as the vent can also let in certain things. 4. Grease We are using a certain grease that Neo has made for our higher end and road race axles. This grease during testing years ago, allowed a cheap China CV joint to last an entire Road Race on a high end Integra that we were sponsoring. Since then we have seen complete failures of the boot only to have the grease stay in the CV for the rest of the race. It's expensive but it is the best that we have seen. I'm sure there are others out there like this but we found this to work best for us. In conclusion We have done extensive testing with different materials and heat treat processes over the years to bring you what are now some of the strongest sets of axles to have ever been bolted on a car. Through this learning process we have realized that even though some of the axle designs that were once thought of as our best, still hold a place in the grand scheme of things as a 600HP car does not need what a 1400HP car would need. Who would have ever thought that a drag radial would be rougher on an axle than a slick? As time goes on and we improve our line of axles, other industries do the same. Better clutches, better tires, transmissions that hit harder, better suspension set ups and even the ability to tune the power curve correctly have become a never ending quest within the racing community. When you have been doing this for as long as we have you're bound to have a few parts out there that should have been changed. What we find kind of funny is that some people will pull apart their engines, transmissions and other components of the car but never once think: "Do axles ever wear out?” The short answer is yes, they do. There are very few people that actually send in their CV joints to be checked out, rebuilt or updated until they are broken, when a rebuild is usually much cheaper than the cost of a new axle. Keep that in mind the next time you see anyone’s broken drive train part after they just put in a new higher HP engine with a shiny new turbo bolted to it. So there you have it, a step by step analysis of what makes our axles so much better. But it isn't just the material or the technology, but the fact that we really do stand behind our products. When we send you a pair of axles for your car, we build them to do exactly what we said they would do. To let you put the horsepower to the ground, get you down the track and then back home, time and time again. |
|||
|
|
|
|
04-18-2011, 02:45 PM
|
#4 |
|
Drives: own more cars than i can list Join Date: Nov 2010
Location: Charlotte NC
Posts: 1,124
|
axle styles
|
|
|
|
|
04-18-2011, 03:56 PM
|
#5 |
  
Drives: Everywhere Join Date: Jun 2008
Location: TX
Posts: 852
|
Wonderful post and a cool read. Thank you.
|
|
|
|
|
04-18-2011, 05:30 PM
|
#6 |
|
Tall Guy

Drives: '11 LS SGM, '96 BK, '88 S10 Join Date: Jan 2011
Location: Everett, WA
Posts: 526
|
Wonderful amount of information...my grey matter is going to need time to digest...
No more forum surfing for me for at least a half hour... 
|
|
|
|
|
04-18-2011, 06:03 PM
|
#7 |
    
Drives: 2010 2ss/RS 4l80. 2009 2500 HD Join Date: Mar 2009
Location: Mid MO
Posts: 1,826
|
Wow....I am glad you guys had to figure all that stuff out.
__________________
Follow along as we build and race this 2010 Camaro!
https://www.facebook.com/pages/FNSS-...75028626000379 FNSS Racing! |
|
|
|
|
04-19-2011, 07:02 AM
|
#8 |
|
Drives: own more cars than i can list Join Date: Nov 2010
Location: Charlotte NC
Posts: 1,124
|
In case your still thinking there is a better choice out there.....
 JE Pistons LSX Drag Radial, Mark Carlyle has been trying to get his super-clean Corvette in the seven-second zone and sunday he was able to do it, running a cool 7.89 at 180 mph. That pass meant Carlyle is the owner of the quickest IRS Corvette in the country. Carlyle won the last event in Bradenton when Mike Meeks had a leak on the starting line. He’s set to face Ray Litz in round one today, if can win, that will put him in the final once again. On the other side of the ladder, Meeks will take on Steve Fereday for the trip to the finals. All DSS drivetrain (with RPM Trans and Diff) |
|
|
|
|
04-20-2011, 06:28 PM
|
#9 |
|
Drag Racer
Drives: 2010 2SS/Rs Join Date: Dec 2010
Location: Dallas
Posts: 167
|
wow!!! AWESOME READUP!!
and i been wondering where that vette got its axles from forever !!!! my z06 keeps breaking em so im easy on em at the track now!!!! will be shopping with yall soon!! |
|
|
|
|
04-20-2011, 10:43 PM
|
#10 |

Drives: Camaro LS M6, Fiero, Ford F100 Join Date: May 2010
Location: Ohio
Posts: 638
|
Very informative, thanks for posting!
|
|
|
|
|
04-21-2011, 05:25 PM
|
#11 | |
|
Drives: own more cars than i can list Join Date: Nov 2010
Location: Charlotte NC
Posts: 1,124
|
Quote:
|
|
|
|
|
|
04-21-2011, 06:50 PM
|
#12 |
|
Drag Racer
Drives: 2010 2SS/Rs Join Date: Dec 2010
Location: Dallas
Posts: 167
|
i just started another thread about the coupler and the driveshaft looked @ your parts and am interested in the driveshaft two piece chrome moly with billet couplers...for the 2010 manual ss
i notice the yoke has four bolts do i need to chnge the yoke on my trans/diff if i order this? mine has 6 bolts(3) for the yoke and 3 for the coupler |
|
|
|
|
04-22-2011, 04:26 AM
|
#13 |
|
Drives: own more cars than i can list Join Date: Nov 2010
Location: Charlotte NC
Posts: 1,124
|
post
I'm not sure what your referring to here, we have a great reputation and support just about every CV powered Pro motor sport team ?I'm sure after 35 years there may have been some one we could not completely satisfied but believe me when i say we go out of our way to help people. Were car guys and always will be. here are pictures of our facility but I'm not sure what this has to do with what your asking.
    
|
|
|
|
|
04-22-2011, 04:33 AM
|
#14 | |
|
Drives: own more cars than i can list Join Date: Nov 2010
Location: Charlotte NC
Posts: 1,124
|
Quote:
this is a axle thread but the driveshafts use a billet plate that chances the rubber Giubo joint over to a 1350 u-joint 
|
|
|
|
|
|
|
|
|
 |
|
|
 Similar Threads
Similar Threads
|
||||
| Thread | Thread Starter | Forum | Replies | Last Post |
| 2010 Camaro Carbon Fiber Shaft Ready from Driveshaft Shop | Driveshaftshop | V8 and V6 Transmissions / Driveline (6L80 / 6L50 / TR6060 / AY6) | 90 | 04-12-2016 10:03 AM |
| Performance Autosports in Richmond Va | Smart Line | USA - Mid-Atlantic | 27 | 05-10-2011 05:46 PM |
| heres the REAL reason why the camaro paint sucks | bowtie628 | Camaro Issues / Problems | Warranty Discussions | TSB and Recalls | 45 | 04-14-2011 12:06 AM |
| The real reason BUBBLEBEE doesnt talk. | Hemlawk | Off-topic Discussions | 7 | 01-30-2011 04:48 PM |
| Yet another reason why only I work on my car. | v6sonoma | General Automotive + Other Cars Discussion | 29 | 10-22-2010 10:04 AM |






